Руководство по разработке стандартных операционных процедур (SOP) в производстве мешков на шнурке
В производстве мешков на шнурке создание стандартных операционных процедур (SOP) является не только основой для обеспечения стабильного качества, но и ключевым фактором для успешной навигации на конкурентном мировом рынке. В отличие от общего текстильного производства, мешки на шнурке имеют уникальные конструктивные особенности, такие как точность в каналах для шнурков и надежность термосварки концов шнурков, наряду с требованиями к заказам, включая стандарты проверки AQL и региональные условия соответствия.
Таким образом, SOP должна глубоко интегрировать характеристики материалов, параметры оборудования и детали процесса. От контроля температуры и влажности при предварительной обработке ткани до золотого соотношения между диаметром шнурка и шириной канала, от управляемого натяжения при шитье до точной отслеживаемости дефектов — каждый стандартизированный шаг напрямую влияет на показатели приемки продукции, контроль затрат и доверие клиентов.
Этап первоначальной подготовки
1. Точное преобразование требований клиента
- Особые требования к заказу (например, допустимое отклонение длины шнурка ±0,5 см, количество укрепляющих стежков на открытии сумки) должны быть четко указаны в производственном заказе.
- Создайте таблицу с терминологией клиентов (например, «Шнурок» в Европе/США = «シューロープ袋» в Японии/Корее).
2. Стандартизированная предварительная проверка материалов
- Ткань:
- Отклонение по весу ≤3%, проверка цвета с использованием карточек Pantone.
- Нетканый материал: отдых 24 часа для снятия напряжения рулона (Температура/Влажность: 23±2℃ / 55±5%).
- Хлопок: предварительное усадку (замачивание при 40℃ в течение 10 минут → сушка до влажности 8–12%).
- Шнурок:
- Разрывная сила ≥50N, диаметр термосварки концов шнурка ≥3 мм для предотвращения изнашивания.
| Тип шнурка |
Допуск по диаметру |
Разрывная сила |
Температура термосварки |
| Шнурок PP |
±0.1 мм |
≥80N |
185–195℃ |
| Хлопковый шнурок |
±0.3 мм |
≥60N |
Не применимо |
| Нейлоновый шнурок |
±0.05 мм |
≥120N |
210–215℃ |
Ключевые этапы на стадии резки
1. Протокол управления шаблонами
- Используйте лазерно направляемые шаблоны для круглых дна (отклонение диаметра ≤0.3 см).
- Для нестандартных форм обозначьте направление ткани стрелками.
2. Меры по сокращению отходов
- Используйте «Z-образное перекрестное расположение» для нетканых материалов для улучшения выхода.
- Ежедневно очищайте стол для резки от обрезков ткани, чтобы предотвратить загрязнение.
Стандартизация швейных процедур
1. Ключевые моменты при шитье тела сумки
- Укрепляйте начало и конец швов тройным обратным стежком (плотность стежков: 12 стежков/3 см).
- На углах вручную поднимайте лапку для поворота направления и избегайте искажения ткани.
2. Специальная обработка на открытии сумки
- Ширина канала для шнурка = диаметр шнурка × 2 + 0.3 см (например, для шнурка диаметром 0.5 см → канал 1.3 см).
- Используйте иглу №14 для двусторонних укрепленных участков, чтобы предотвратить обрыв нитки.
Вставка шнурков и отделка
1. Стандарт вставки шнурков
- Используйте метод «двойной прокладки»: одновременно вставляйте два конца шнурка с противоположных сторон.
- Длина шнурка = периметр отверстия сумки × 2 + 15 см (для допуска на узел).
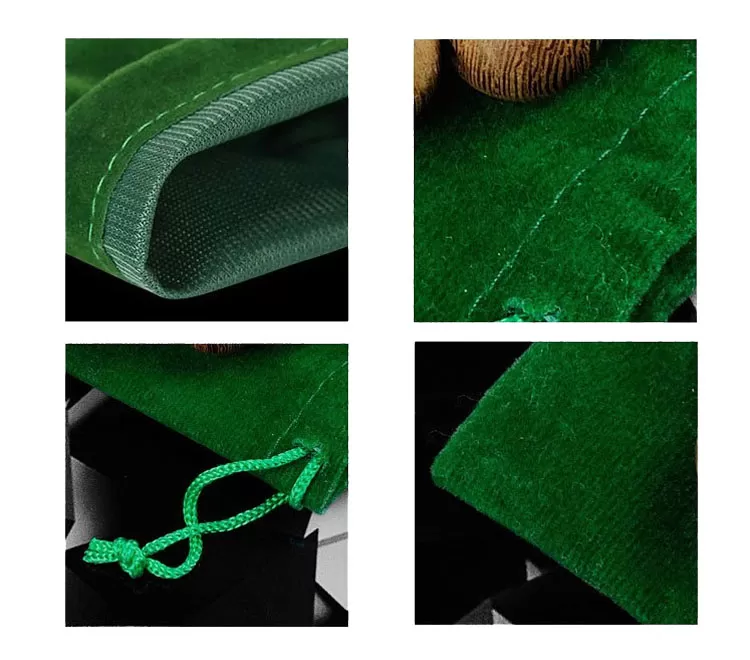
2. Обработка готовой продукции
- При складывании шнурки должны образовывать наружную форму «галстука-бабочки».
- Упакуйте 20 штук в прозрачный пакет OPP для уменьшения трения при транспортировке.
Стандарты оценки качества и проверки
| Тип дефекта |
Стандарт класса A |
Стандарт класса B |
| Свободные нити |
≤3 нити, каждая ≤1 см |
≤5 нитей, каждая ≤2 см |
| Пятна |
Нет видимых следов |
≤0,5 см² и не на лицевой стороне |
| Запечатывание концов шнурка |
Гладкое, без заусенцев |
Допускается незначительное изнашивание, если его можно исправить |
Положения по обслуживанию специального оборудования
1. Ежедневное обслуживание швейных машин с высокой скоростью шитья
- Очистить область крючка от ворса (обязательно после каждых 50 катушек).
- Проверьте высоту подачи ткани (отрегулируйте до 0.8 мм для ткани толщиной ≤2 мм).
2. Калибровка температуры термического резака
- PP: 180℃ ±5℃
- Шнурок из полиэстера: 230℃ ±3℃
Особые условия для заказов
1. Подготовка документации для проверки
- Сохраните первый образец (с пометкой с кодом клиента + датой производства).
- Создайте двуязычное руководство по дефектам (китайский/английский).
2. Требования к упаковке
- Заказы из Европы: внешние коробки должны иметь знак сертификации FSC.
- Заказы из Японии: вес отдельной упаковки не должен превышать 2 кг.
Заключение
Стандартизация производства мешков на шнурке, в своей основе, представляет собой преобразование эмпирических знаний в воспроизводимую продуктивность через количественные технические спецификации. Будь то алгоритм минимизации отходов при резке ткани, матрица натяжения при шитье или методы вставки шнурков для предотвращения скольжения, каждый элемент должен учитывать уникальные риски качества отрасли.
При внедрении необходимо создавать как цифровые инструменты мониторинга (например, облачные платформы для параметров), так и визуальные системы знаний (например, атласы дефектов), чтобы обеспечить как выполнение, так и непрерывное улучшение. Только точно согласуя параметры оборудования, характеристики материалов и действия оператора, производители могут перейти от «приемлемого качества» к производству с «нулевыми дефектами», создавая прочную основу для стабильного выполнения экспортных заказов высокого стандарта.

 Мы разрабатываем дизайн в соответствии с требованиями клиентов или предлагаем им наши новые разработки. Благодаря мощным возможностям OEM/ODM мы можем удовлетворить ваши потребности в поставках.
Мы разрабатываем дизайн в соответствии с требованиями клиентов или предлагаем им наши новые разработки. Благодаря мощным возможностям OEM/ODM мы можем удовлетворить ваши потребности в поставках.