Guidelines for Establishing Standard Operating Procedures (SOPs) in Drawstring Bag Production
In the field of drawstring bag manufacturing, the establishment of Standard Operating Procedures (SOPs) is not only the foundation for consistent quality but also a core capability for navigating the competitive global market. Unlike general textile production, drawstring bags present unique structural features—such as precision in cord channels and reliability in cord-end heat sealing—alongside demanding order requirements, including AQL inspection standards and regional compliance clauses.
Thus, the SOP must deeply integrate material characteristics, equipment parameters, and process details. From temperature and humidity control during fabric pre-treatment, to the golden ratio between cord diameter and channel width, from quantifiable sewing tension management to precise defect traceability, every standardized step directly impacts product pass rates, cost control, and customer trust.
Initial Preparation Phase
1. Accurate Conversion of Customer Requirements
- Special order requirements (e.g., cord length tolerance ±0.5 cm, number of reinforcement stitches at bag opening) must be clearly marked on the production order.
- Establish a Customer Terminology Reference Table (e.g., "Drawstring" in Europe/US = "シューロープ袋" in Japan/Korea).
2. Standardized Material Pre-Inspection
- Fabric:
- Weight deviation ≤3%, color checked using Pantone cards.
- Nonwoven fabric: Rest for 24 hours to release roll stress (Temp/Humidity: 23±2℃ / 55±5%).
- Canvas: Pre-shrinking (Soak at 40℃ for 10 minutes → Dry to moisture content of 8–12%).
- Drawstring:
- Tensile strength ≥50N, cord-end heat seal diameter ≥3 mm to prevent fraying.
| Cord Type |
Diameter Tolerance |
Breaking Strength |
Heat Seal Temperature |
| PP Cord |
±0.1 mm |
≥80N |
185–195℃ |
| Cotton Cord |
±0.3 mm |
≥60N |
N/A |
| Nylon Cord |
±0.05 mm |
≥120N |
210–215℃ |
Key Controls in Cutting Stage
1. Template Management Protocol
- Use laser-guided templates for round bottoms (diameter deviation ≤0.3 cm).
- For irregular shapes, mark fabric grain direction with arrows.
2. Waste Reduction Measures
- Use “Z-shaped cross layout” for nonwoven fabrics to improve yield.
- Clean the cutting table daily to remove fabric remnants and prevent contamination.
Standardization of Sewing Procedures
1. Key Points in Body Stitching
- Reinforce start/end of seams with triple backstitching (stitch density: 12 stitches/3 cm).
- At corners, manually lift presser foot to pivot direction and avoid fabric distortion.
2. Special Handling at Bag Opening
- Cord channel width = cord diameter × 2 + 0.3 cm (e.g., 0.5 cm cord → 1.3 cm channel).
- Use #14 needle for double-reinforced areas to prevent thread breakage.
Cord Insertion and Finishing
1. Cord Insertion Standard
- Use “double-threading method”: insert two cord ends simultaneously from opposite sides.
- Cord length = bag opening perimeter × 2 + 15 cm (for knot allowance).
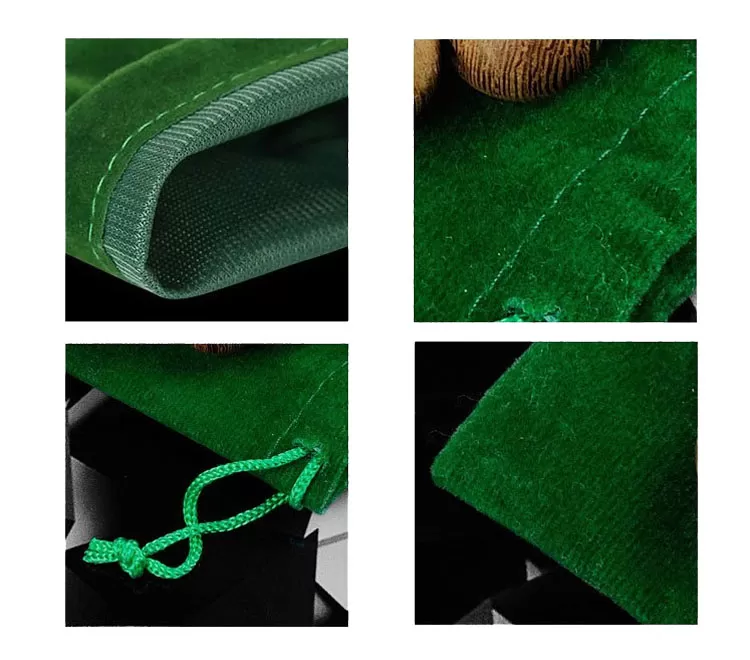
2. Finished Product Handling
- During folding, cords should form an outward-facing “bowtie” shape.
- Pack 20 pieces per transparent OPP bag to reduce friction during transport.
Quality Inspection Grading Standards
| Defect Type |
Grade A Standard |
Grade B Standard |
| Loose Threads |
≤3 threads, each ≤1 cm |
≤5 threads, each ≤2 cm |
| Stains |
No visible marks |
≤0.5 cm² and not on the front side |
| Cord-End Seal |
Smooth and burr-free |
Slight fraying allowed if repairable |
Special Equipment Maintenance Clauses
1. Daily Maintenance for High-Speed Flatbed Sewing Machines
- Clean hook area lint (mandatory after every 50 bobbins).
- Check feed dog height (adjust to 0.8 mm for fabric ≤2 mm thickness).
2. Heat Cutter Temperature Calibration
- PP: 180℃ ±5℃
- Polyester Cord: 230℃ ±3℃
Special Order Considerations
1. Inspection Documentation Preparation
- Retain first piece sample (labeled with customer code + production date).
- Create bilingual Defect Illustration Manual (Chinese/English).
2. Packaging Requirements
- European Orders: Outer cartons must display FSC certification mark.
- Japanese Orders: Individual package weight must not exceed 2 kg.
Conclusion
The standardization of drawstring bag production is, at its core, the transformation of experiential knowledge into reproducible productivity through quantifiable technical specifications. Whether it’s the waste-minimization algorithm in fabric cutting, the tension matrix in sewing, or anti-slip cord insertion techniques, every element must address the unique quality risks of the industry.
During implementation, it is essential to build both digital monitoring tools (e.g., cloud-based parameter platforms) and visual knowledge systems (e.g., defect atlases) to ensure both execution and continuous improvement. Only by precisely aligning equipment parameters, material characteristics, and operator actions can manufacturers move from “acceptable quality” toward “zero-defect” production—laying a solid foundation for the consistent fulfillment of high-standard export orders.

 We like to do design according to all the customers' requirements, or offer them our new designs. With strong OEM/ODM capabilities, we can fill your sourcing demands.
We like to do design according to all the customers' requirements, or offer them our new designs. With strong OEM/ODM capabilities, we can fill your sourcing demands.